VASCO: Volume and Surface Co-Decomposition for Hybrid Manufacturing
ACM Transactions on Graphics (SIGGRAPH Asia 2023)

The proposed work introduces a novel computational framework that aims to minimize the number of transitions between additive and subtractive manufacturing processes while ensuring tool accessibility in manufacturing a complex object.
Abstract
Additive and subtractive hybrid manufacturing (ASHM) involves the alternating use of additive and subtractive manufacturing techniques, which provides unique advantages for fabricating complex geometries with otherwise inaccessible surfaces. However, a significant challenge lies in ensuring tool accessibility during both fabrication procedures, as the object shape may change dramatically, and different parts of the shape are interdependent. In this study, we propose a computational framework to optimize the planning of additive and subtractive sequences while ensuring tool accessibility. Our goal is to minimize the switching between additive and subtractive processes to achieve efficient fabrication while maintaining product quality. We approach the problem by formulating it as a Volume-And-Surface-COdecomposition (VASCO) problem. First, we slice volumes into slabs and build a dynamic-directed graph to encode manufacturing constraints, with each node representing a slab and direction reflecting operation order. We introduce a novel geometry property called hybrid-fabricability for a pair of additive and subtractive procedures. Then, we propose a beam-guided top-down block decomposition algorithm to solve the VASCO problem. We apply our solution to a 5-axis hybrid manufacturing platform and evaluate various 3D shapes. Finally, we assess the performance of our approach through both physical and simulated manufacturing evaluations.
Video
Algorithm overview
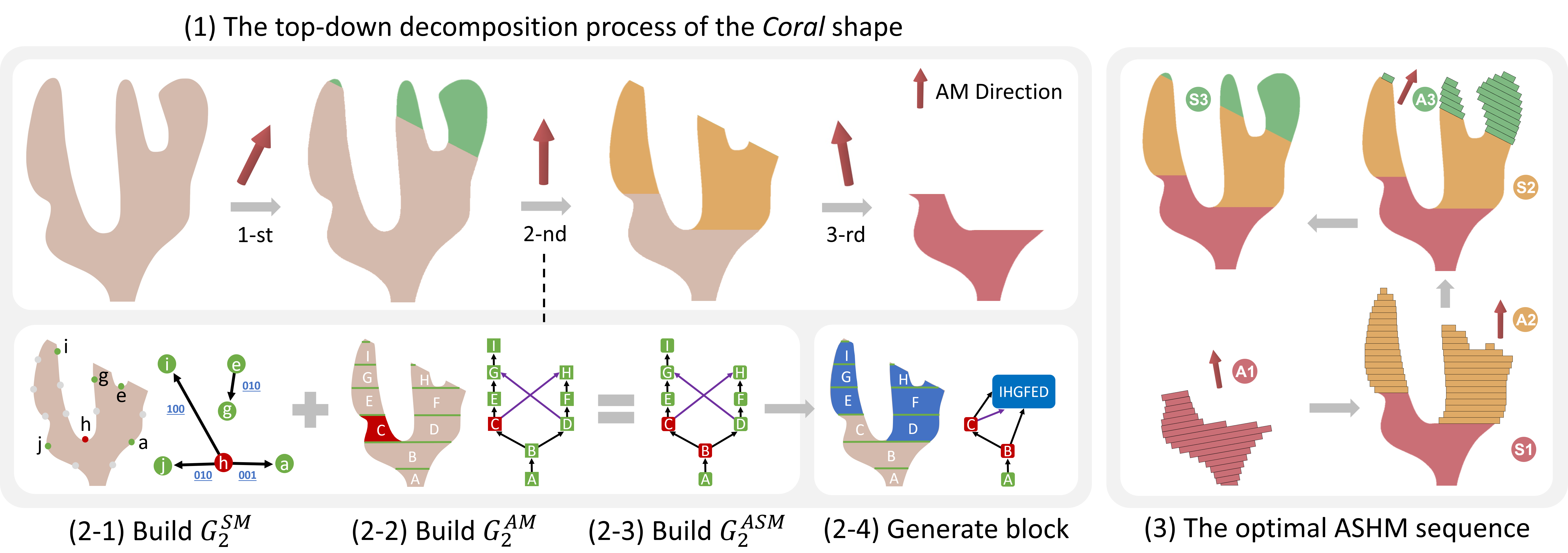
We propose an iteration top-down decomposition algorithm for solving the VASCO problem. (1) It progressively decomposes a hybrid-fabricable block from the input Coral shape until the entire shape is decomposed. Each top-down decomposition iteration generates a hybrid-fabricable block with a randomly determined additive direction (deep red arrows). This figure shows three iterations, resulting in three blocks (the green, yellow, and red regions). (2) We visualize the procedure to produce one block of the 2nd iteration, where our solution is to encode all ASHM constraints with a well-defined slab-based dynamic-directed graph, followed by a greed node merging process to generate blocks. To build the graph called a hybrid block graph, (2-1) we need first to build a subtractive block graph to encode the subtractive accessibility constraints, (2-2) and an additive block graph to encode the additive accessibility and dependency constraints. (2-3) Then integrate subtractive block graph and additive block graph to hybrid block graph. (2-4) The hybrid-fabricable block is generated based on hybrid block graph with a greed node merging algorithm. (3) Finally, by reversing the order of decomposed blocks, a feasible ASHM manufacturing sequence is produced.
More decomposition results
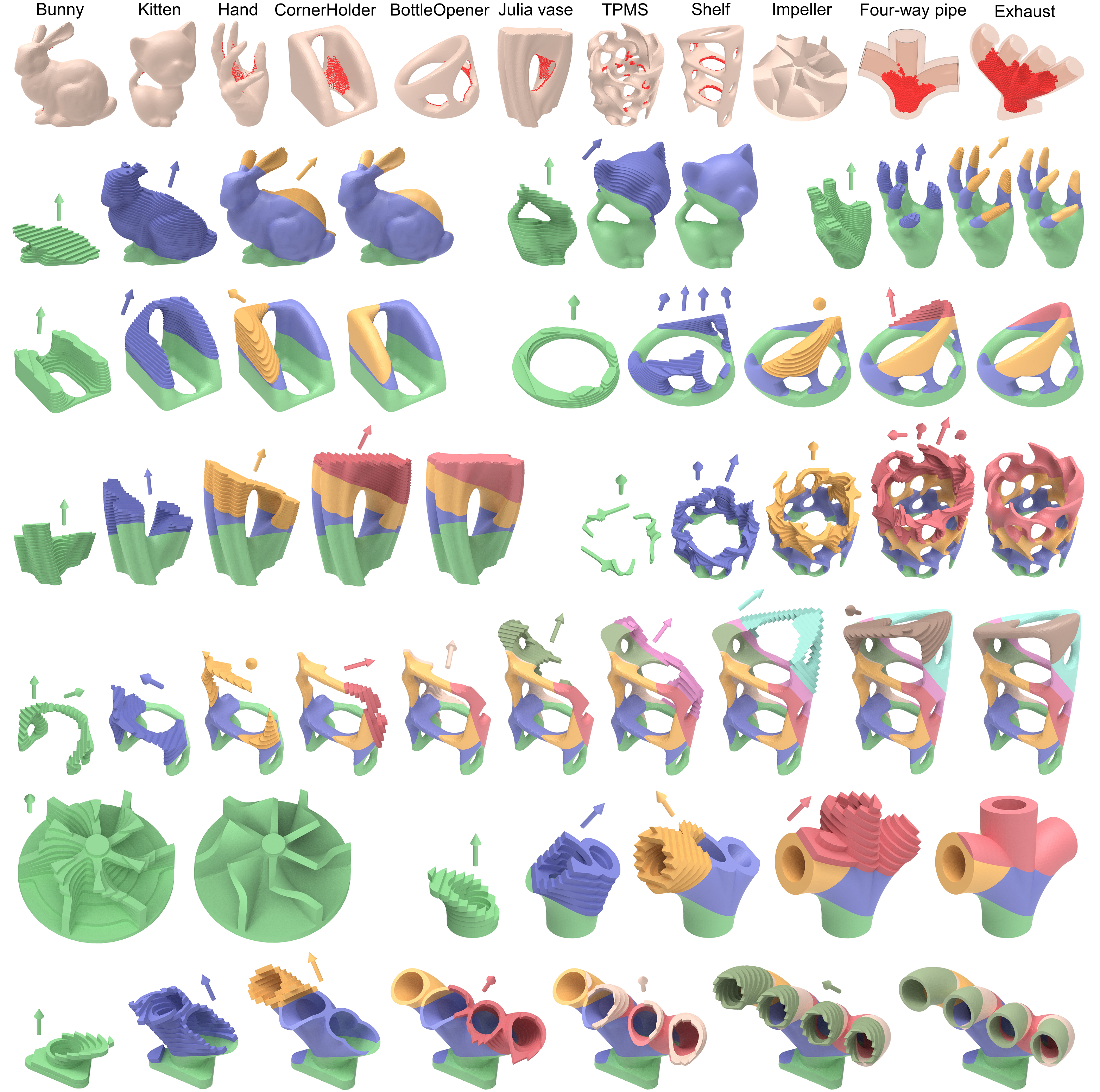
Results gallery of ASHM sequence planning results generated by our beam-guided top-down decomposition method. The models are arranged in the order of Bunny, Kitten, Hand, Corner Holder, Bottle Opener, Julia vase, TPMS, Shelf, Impeller, Four-way pipe, Exhaust. The top row illustrates the inaccessible regions of each model, represented by red dots, which the machining cutter cannot reach. This assumption is made under the condition that the entire model has been additively manufactured. The subsequent rows visualize the ASHM sequence for each model from left to right, showcasing the staircase formed by the arrangement of slabs in AM process. The smoothing of high-quality surfaces produced by the subtractive process is also visualized. The arrows indicate the additive manufacturing (AM) directions for the hybrid-fabricable blocks. Note that we apply a larger inter-layer spacing of AM slabs for each visualization.
Fabrication results
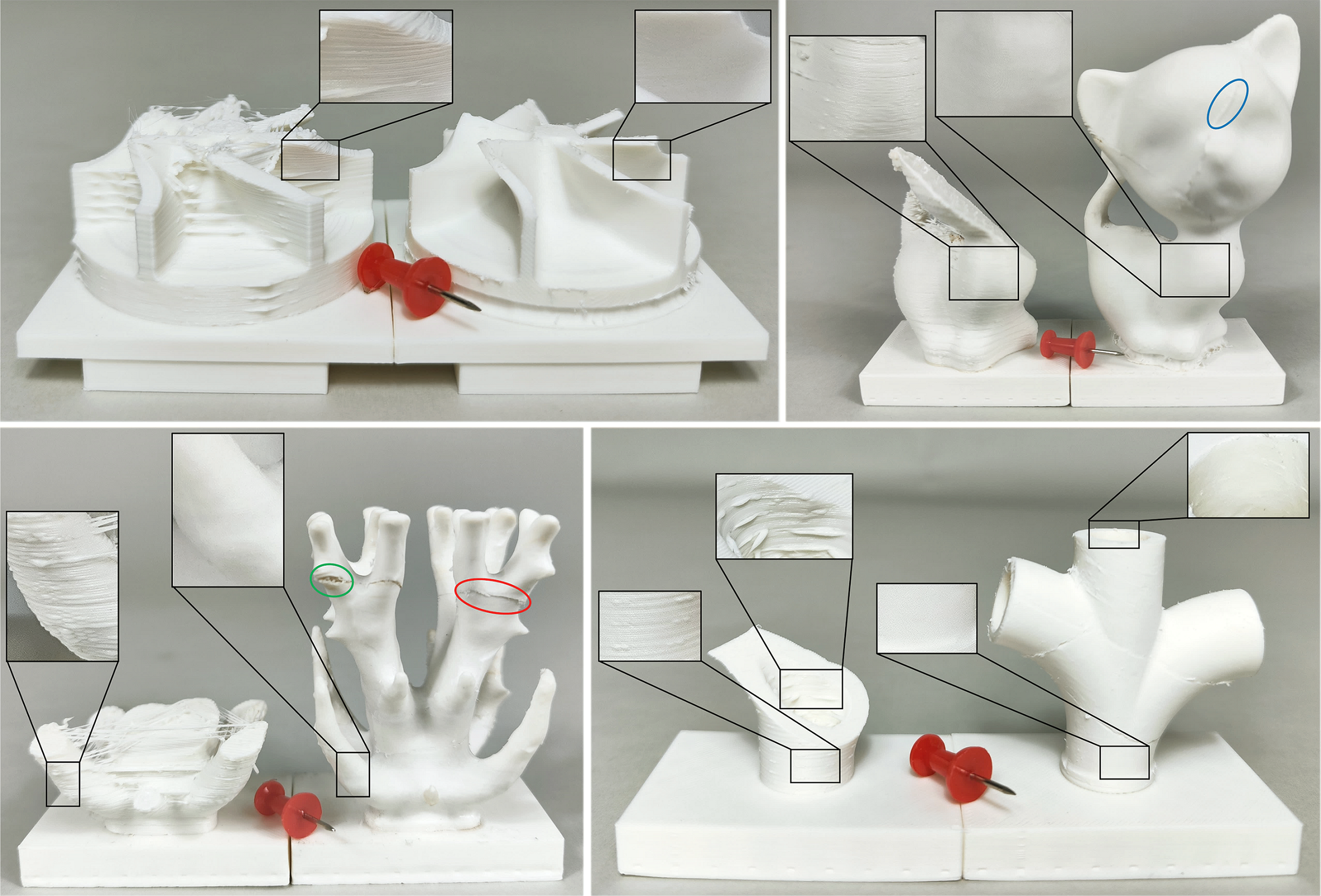
The Impeller (1 block), Kitten (2 blocks), Coral (3 blocks) and Fourway pipe (4 blocks) were fabricated using our ASHM machine. Each model demonstrates the fabrication result (left) of the first block with a purely additive process and the result (right) after the whole ASHM process. Our approach owns higher surface quality compared to pure additive manufacturing. The Four-way pipe model improve the quality of both the outer surface and the inner channel. However, some defects still exist (blue, green, and red circles, which are mainly caused by our imperfect equipment and subtractive path planning.)
Our ASHM equipment

Our ASHM machine was modified from a CNC machine (YORNEW Benchtop 5 Axis CNC MX220). The accessories of the additive module are installed above the machine (left). The additive extrusion module is connected with the machine spindle in parallel (upper right). The lower right corner demonstrates the additive process and subtractive process.
Downloads
